 |
Электроды наплавочные TN-65 купитьЛот 669322, размещён в продажу:
Состояние: Новый (совершенно новый в упаковке)
Находится в:
Цена:
Оплата
Доставка
|

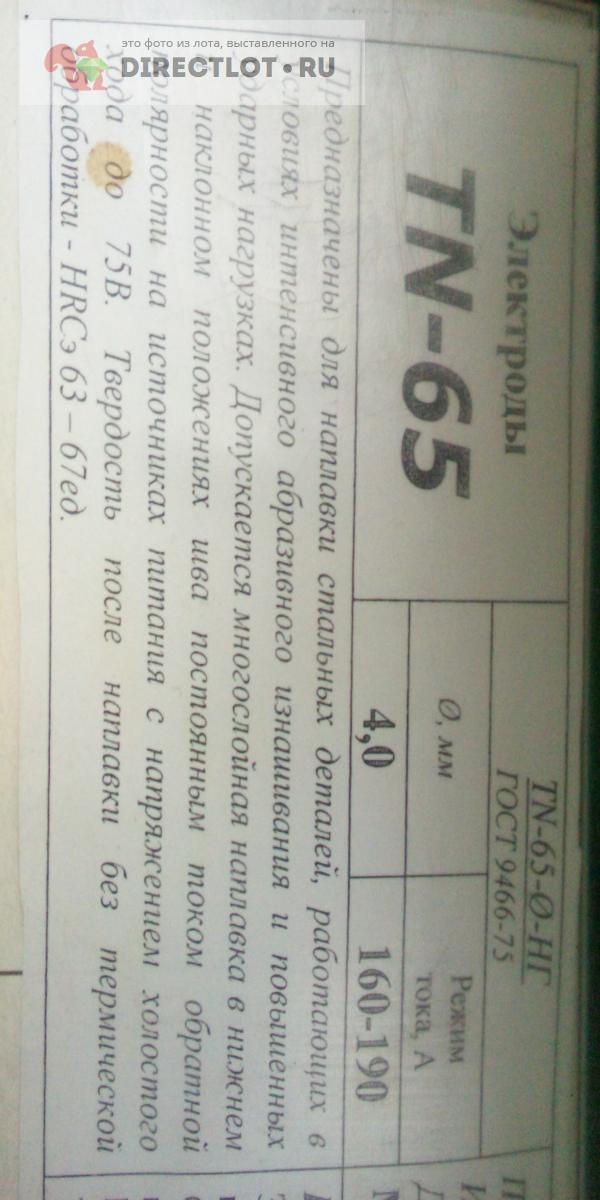
TN-65 Твёрдость, высокая стойкость к экстремальным УДАРНЫМ нагрузкам и абразивному износу, возможность МНОГОСЛОЙНОЙ и повторных наплавок без удаления старых слоёв.
Стандарты: ГОСТ 9466-75, E-900/65 -1-П-47
Применение: Эксклюзивный наплавочный рутиловый электрод с высокотехнологическими добавками, повышающими ударную вязкость, износостойкость и др. параметры. Предназначен для восстановления геометрических размеров, придания новой формы детали и нанесения защитных покрытий на инструменты, детали машин и оборудования, работающих с экстремальными ударными и абразивными нагрузками во всех отраслях промышленности (буровой инструмент, торцевые уплотнения, дорожная, строительная, горнодобывающая, с/х техника и т. д.). Превосходит все наплавочные материалы из высокохромистых чугунов (сормайтов) по твёрдости и стойкости к ударным нагрузкам. (Т-590, Т-620, Сормайт, FIDUR-10/60, OK Weartrode 60 T, Castolin EC 4010, Castolin HND 6710 и др.), имеет повышенную стойкость к абразивному износу и износу при трении металла о металл.
Технология наплавки аналогична наплавке электродами Т-590, Т-620, Сормайт. Наплавка отличается высокой адгезией к основному металлу. Обработка только шлифованием.
При работе допускается МНОГОСЛОЙНАЯ наплавка (40 мм и более), максимальная твёрдость от третьего слоя. Межслойная (проходная) температура при наплавке слоёв до 200o C. При нанесении слоёв, очистка предыдущего слоя обязательна. Температуры предварительного подогрева, режимы термообработки после наплавки (закалка, отпуск, нормализация, отжиг), подбирать для конкретной марки стали в зависимости от её группы свариваемости, по соответствующим таблицам, марочнику или исходя из эквивалентного содержания углерода. На стали 3 и особенно 4 группы свариваемости рекомендуется нанесение буферного слоя соответствующей маркой электрода. Для буферного слоя на сталь Гадфильда (110Г13Л) рекомендуется электрод НИИ-48Г. Наплавка производится по подготовленной поверхности узкими валиками в нижнем и наклонном положении (до 300) на короткой дуге, углом вперёд. Ширину валика можно регулировать напряжением холостого хода. Не допускать перегрева основного металла. В случае наплавки широкими полосами рекомендуется наплавлять не менее двух слоёв. При повторных наплавках допускается работа по предыдущим изношенным слоям из этого же материала без удаления последних. Сварочные режимы существенно влияют на свойства и состав наплавленного металла: избыточный ток и передержка сварочной ванны приводит к сильному перемешиванию с основным металлом, выгоранию углерода, хрома, марганца, добавок и снижению твёрдости.
Диаметр 4 мм.
Масса 5,5 кг.
Стандарты: ГОСТ 9466-75, E-900/65 -1-П-47
Применение: Эксклюзивный наплавочный рутиловый электрод с высокотехнологическими добавками, повышающими ударную вязкость, износостойкость и др. параметры. Предназначен для восстановления геометрических размеров, придания новой формы детали и нанесения защитных покрытий на инструменты, детали машин и оборудования, работающих с экстремальными ударными и абразивными нагрузками во всех отраслях промышленности (буровой инструмент, торцевые уплотнения, дорожная, строительная, горнодобывающая, с/х техника и т. д.). Превосходит все наплавочные материалы из высокохромистых чугунов (сормайтов) по твёрдости и стойкости к ударным нагрузкам. (Т-590, Т-620, Сормайт, FIDUR-10/60, OK Weartrode 60 T, Castolin EC 4010, Castolin HND 6710 и др.), имеет повышенную стойкость к абразивному износу и износу при трении металла о металл.
Технология наплавки аналогична наплавке электродами Т-590, Т-620, Сормайт. Наплавка отличается высокой адгезией к основному металлу. Обработка только шлифованием.
При работе допускается МНОГОСЛОЙНАЯ наплавка (40 мм и более), максимальная твёрдость от третьего слоя. Межслойная (проходная) температура при наплавке слоёв до 200o C. При нанесении слоёв, очистка предыдущего слоя обязательна. Температуры предварительного подогрева, режимы термообработки после наплавки (закалка, отпуск, нормализация, отжиг), подбирать для конкретной марки стали в зависимости от её группы свариваемости, по соответствующим таблицам, марочнику или исходя из эквивалентного содержания углерода. На стали 3 и особенно 4 группы свариваемости рекомендуется нанесение буферного слоя соответствующей маркой электрода. Для буферного слоя на сталь Гадфильда (110Г13Л) рекомендуется электрод НИИ-48Г. Наплавка производится по подготовленной поверхности узкими валиками в нижнем и наклонном положении (до 300) на короткой дуге, углом вперёд. Ширину валика можно регулировать напряжением холостого хода. Не допускать перегрева основного металла. В случае наплавки широкими полосами рекомендуется наплавлять не менее двух слоёв. При повторных наплавках допускается работа по предыдущим изношенным слоям из этого же материала без удаления последних. Сварочные режимы существенно влияют на свойства и состав наплавленного металла: избыточный ток и передержка сварочной ванны приводит к сильному перемешиванию с основным металлом, выгоранию углерода, хрома, марганца, добавок и снижению твёрдости.
Диаметр 4 мм.
Масса 5,5 кг.
У этой страницы есть короткий адрес: https://dirlot.ru/lot/669322
Код для вставки ссылки на эту страницу в сообщения на форумах: [url=https://directlot.ru/lot.php?id=669322] Электроды наплавочные TN-65 купить, объявление на DIRECTLOT.RU [/url]
Бесплатное объявление 669322 в рубрике Расходные материалы для сварки продам: Электроды наплавочные TN-65 купить в Томске цена 4300 руб. Объявление размещено пользователем «НиколайТомск».
Код для вставки ссылки на эту страницу в сообщения на форумах: [url=https://directlot.ru/lot.php?id=669322] Электроды наплавочные TN-65 купить, объявление на DIRECTLOT.RU [/url]
Бесплатное объявление 669322 в рубрике Расходные материалы для сварки продам: Электроды наплавочные TN-65 купить в Томске цена 4300 руб. Объявление размещено пользователем «НиколайТомск».