 |
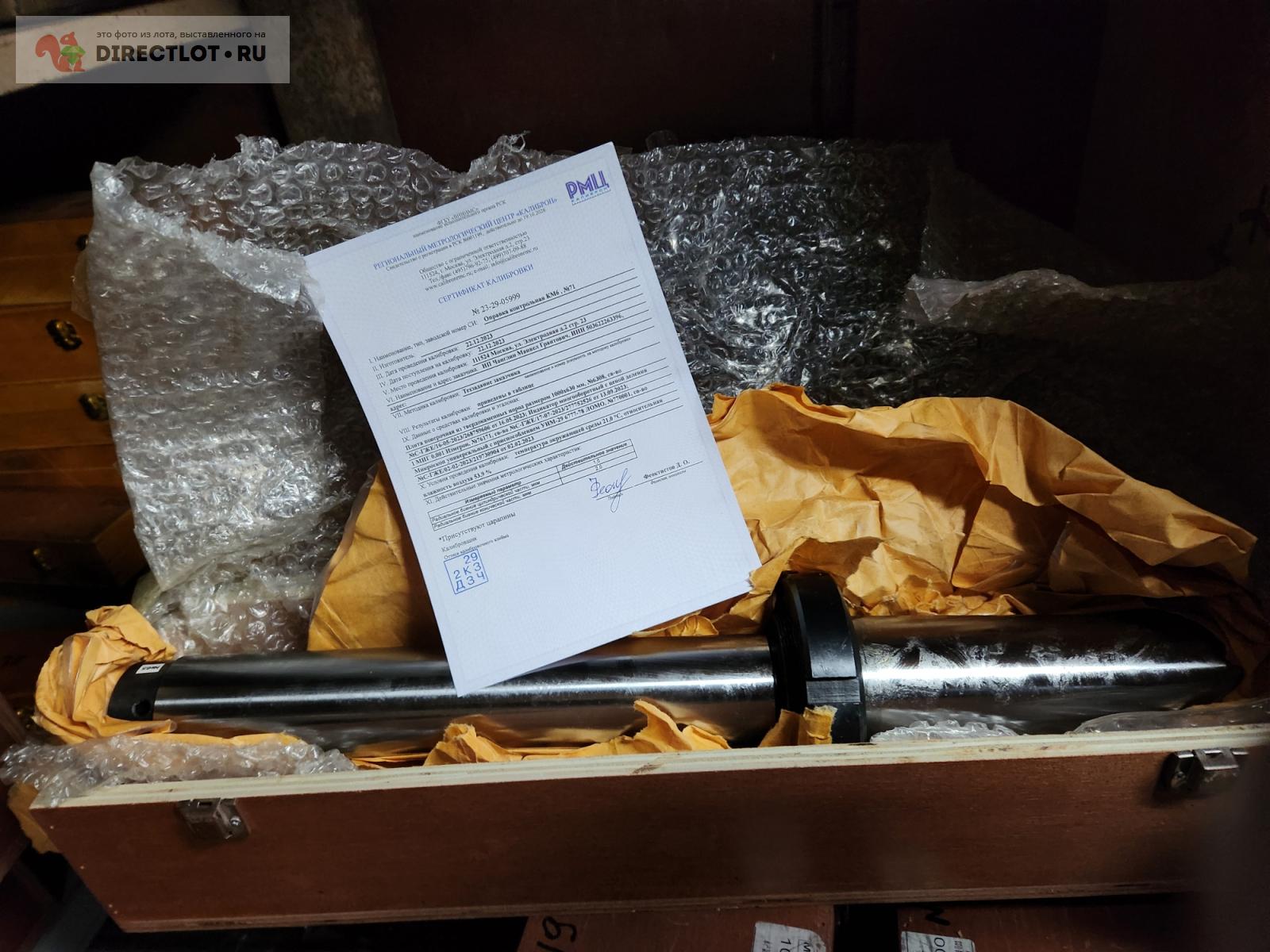
Оправка контрольная (скалка поверочная конус морзе 6) КМ6 (MT6) без резьбы с калибровкой купитьЛот 1307309, размещён в продажу:
Состояние: Новый (совершенно новый в упаковке)
Находится в:
Цена:
Оплата
Доставка
|

Не выбираю, отправляю первый попавшийся, значения до 3 микрон в пределах допустимого.
Допуск конусности цилиндрической части на длину выше 150 мм: 12 мкр
Биение: =<0,003 мкр
Термообработанная
Длина общая/рабочая: 540/300 мм
Диаметр рабочей части: 50 мм
Производство: КНР
Контрольная оправка служит для измерения биения шпинделя. Также с помощью поверочной скалки можно выставить переднюю бабку токарного (и других) станка.
Биение выступающей цилиндрической части оправки следует измерять в соответствии с 5.612.2. Однако т.к. ось оправки может пересекаться с осью вращения в плоскости измерения, то для получения более достоверных данных измерения следует проводить в двух сечениях и , отстоящих друг от друга на определенном расстоянии (см. рисунок 94).
Рис. 94
Например, одно измерение следует провести у посадочного конца отверстия, а второе - на максимально возможном расстоянии от первого. Чтобы исключить влияние неправильной установки оправки в отверстии, особенно в случае конического отверстия, эти измерения следует повторить минимум четыре раза, каждый раз поворачивая оправку на 90° относительно шпинделя. В качестве результата принимается среднее значение по четырем измерениям.
В каждом случае радиальное биение следует измерять в вертикальной и горизонтальной плоскостях (положения ГОСТ Р ИСО 230-1-2010 Испытания станков. Часть 1. Методы измерения геометрических параметров (Переиздание) и ГОСТ Р ИСО 230-1-2010 Испытания станков. Часть 1. Методы измерения геометрических параметров (Переиздание) на рисунке 94).
Особые требования к вышеописанным методам:
- расстояния между точками измерения следует выбирать так, чтобы минимизировать воздействие боковой нагрузки на измерительный наконечник;
- следует учитывать, что при использовании контрольных оправок точную форму отверстия определить нельзя;
- измерение обработанной на станке цилиндрической детали показывает результат биения всего шпиндельного узла. Эта проверка не дает возможности оценить ни точность формы цилиндрического или конического отверстия, ни фактического положения отверстия относительно оси вращения;
- описанные выше методы применимы только для шпинделей на подшипниках скольжения, на шариковых или роликовых подшипниках;
- биение шпинделя с автоматическим центрированием во время вращения (например, с помощью гидравлики) следует измерять только при вращении на нормальной частоте вращения. В этом случае следует использовать приборы бесконтактного измерения, например емкостные датчики, электромагнитные или другие соответствующие измерительные приборы.
Допуск конусности цилиндрической части на длину выше 150 мм: 12 мкр
Биение: =<0,003 мкр
Термообработанная
Длина общая/рабочая: 540/300 мм
Диаметр рабочей части: 50 мм
Производство: КНР
Контрольная оправка служит для измерения биения шпинделя. Также с помощью поверочной скалки можно выставить переднюю бабку токарного (и других) станка.
Биение выступающей цилиндрической части оправки следует измерять в соответствии с 5.612.2. Однако т.к. ось оправки может пересекаться с осью вращения в плоскости измерения, то для получения более достоверных данных измерения следует проводить в двух сечениях и , отстоящих друг от друга на определенном расстоянии (см. рисунок 94).
Рис. 94
Например, одно измерение следует провести у посадочного конца отверстия, а второе - на максимально возможном расстоянии от первого. Чтобы исключить влияние неправильной установки оправки в отверстии, особенно в случае конического отверстия, эти измерения следует повторить минимум четыре раза, каждый раз поворачивая оправку на 90° относительно шпинделя. В качестве результата принимается среднее значение по четырем измерениям.
В каждом случае радиальное биение следует измерять в вертикальной и горизонтальной плоскостях (положения ГОСТ Р ИСО 230-1-2010 Испытания станков. Часть 1. Методы измерения геометрических параметров (Переиздание) и ГОСТ Р ИСО 230-1-2010 Испытания станков. Часть 1. Методы измерения геометрических параметров (Переиздание) на рисунке 94).
Особые требования к вышеописанным методам:
- расстояния между точками измерения следует выбирать так, чтобы минимизировать воздействие боковой нагрузки на измерительный наконечник;
- следует учитывать, что при использовании контрольных оправок точную форму отверстия определить нельзя;
- измерение обработанной на станке цилиндрической детали показывает результат биения всего шпиндельного узла. Эта проверка не дает возможности оценить ни точность формы цилиндрического или конического отверстия, ни фактического положения отверстия относительно оси вращения;
- описанные выше методы применимы только для шпинделей на подшипниках скольжения, на шариковых или роликовых подшипниках;
- биение шпинделя с автоматическим центрированием во время вращения (например, с помощью гидравлики) следует измерять только при вращении на нормальной частоте вращения. В этом случае следует использовать приборы бесконтактного измерения, например емкостные датчики, электромагнитные или другие соответствующие измерительные приборы.
У этой страницы есть короткий адрес: https://dirlot.ru/lot/1307309
Код для вставки ссылки на эту страницу в сообщения на форумах: [url=https://directlot.ru/lot.php?id=1307309] Оправка контрольная (скалка поверочная конус морзе 6) КМ6 (MT6) без резьбы с калибровкой купить, объявление на DIRECTLOT.RU [/url]
Бесплатное объявление 1307309 в рубрике Измерительный инструмент продам: Оправка контрольная (скалка поверочная конус морзе 6) КМ6 (MT6) без резьбы с калибровкой купить в Москве цена 15000 руб. Объявление размещено пользователем «Mancho123».
Код для вставки ссылки на эту страницу в сообщения на форумах: [url=https://directlot.ru/lot.php?id=1307309] Оправка контрольная (скалка поверочная конус морзе 6) КМ6 (MT6) без резьбы с калибровкой купить, объявление на DIRECTLOT.RU [/url]
Бесплатное объявление 1307309 в рубрике Измерительный инструмент продам: Оправка контрольная (скалка поверочная конус морзе 6) КМ6 (MT6) без резьбы с калибровкой купить в Москве цена 15000 руб. Объявление размещено пользователем «Mancho123».